
Адрас кампаніі
No. 6668, Section 2, Qingquan Road, Qingbaijiang Dist., Чэнду, Сычуань, Кітай






● Параметры прадукту
| мадэль | TIG-200P ACDC | TIG-250P ACDC | TIG-300P ACDC | TIG-315P ACDC |
| Намінальнае ўваходнае напружанне (VAC) | 1П 220 | 3P 380 | ||
| Каэфіцыент магутнасці | 0,8 | 0,8 | 0,9 | 0,9 |
| Намінальная ўваходная магутнасць (КВА) | 8.8 | 11.7 | 11 | 13.3 |
| Напружанне халастога ходу (В) | 65 | 65 | 77 | 79 |
| Максімальны намінальны выхад (A/V) | 200/18 | 250/20 | 280/21,2 | 315/22,6 |
| Дыяпазон зварачнага току (A) | 10-200 | 10-250 | 10-280 | 10-315 |
| Максімальны выхадны ток (A) (MMA) | 190 | 240 | 260 | 300 |
| Рэжым запуску дугі | ВЧ, нечапаць | |||
| Выхадныя характарыстыкі | Токавая характарыстыка | |||
| Клас абароны корпуса | IP21S | |||
| Рэжым астуджэння | Прымусовае паветранае астуджэнне | |||
| Працоўны цыкл (%) | 60 | |||
| Агульная эфектыўнасць (%) | 70 | 80 | ||
| Клас ізаляцыі (%) | F | |||
| Вага нета (кг) | 13.75 | 19 | 19.9 | 29 |
| Памер машыны (мм) | 375*425*225 | 475*235*410 | 475*235*410 | 510*265*470 |
● Абсталяванне для аргонадуговай зваркі
Абсталяванне аргонодуговой зваркі ўключае ў сябе крыніцу харчавання аргонодуговой, сістэму кіравання, зварачную гарэлку, сістэму газазабеспячэння і сістэму водазабеспячэння.
Абсталяванне пнеўматычнай аргонадуговай зваркі заснавана на вышэйзгаданым абсталяванні, дадаючы механізм падачы дроту.Калі ручная аргонадуговая зварка выкарыстоўвае невялікі дыяпазон крыніцы пастаяннага току, сістэму кіравання і сістэму водазабеспячэння можна не выкарыстоўваць.
1) Крыніца харчавання для дуговой зваркі
Крыніцы харчавання для ручной аргоновольфрамовой зваркі бываюць двух тыпаў: пераменнага і пастаяннага току.Розніца ў тыпе і палярнасці крыніцы харчавання выклікае відавочныя адрозненні ў працэсе і звычайна выбіраецца ў залежнасці ад матэрыялу, які зварваецца.
2) Сістэма кіравання
Сістэма кіравання ручной аргонавольфрамавай дуговой зваркай звычайна ўключае прыладу для запуску дугі, прыладу для стабілізацыі дугі, электрамагнітны газавы клапан, выключальнік сілкавання, рэлейную абарону і індыкатарны прыбор і іншыя часткі.Яго дзеянне кантралюецца нізкавольтным выключальнікам, усталяваным на зварачнай гарэлцы, гэта значыць працоўныя працэдуры кожнай сістэмы кантралююцца праз прамежкавае рэле, рэле часу і ланцуг затрымкі ў ланцугу кіравання.
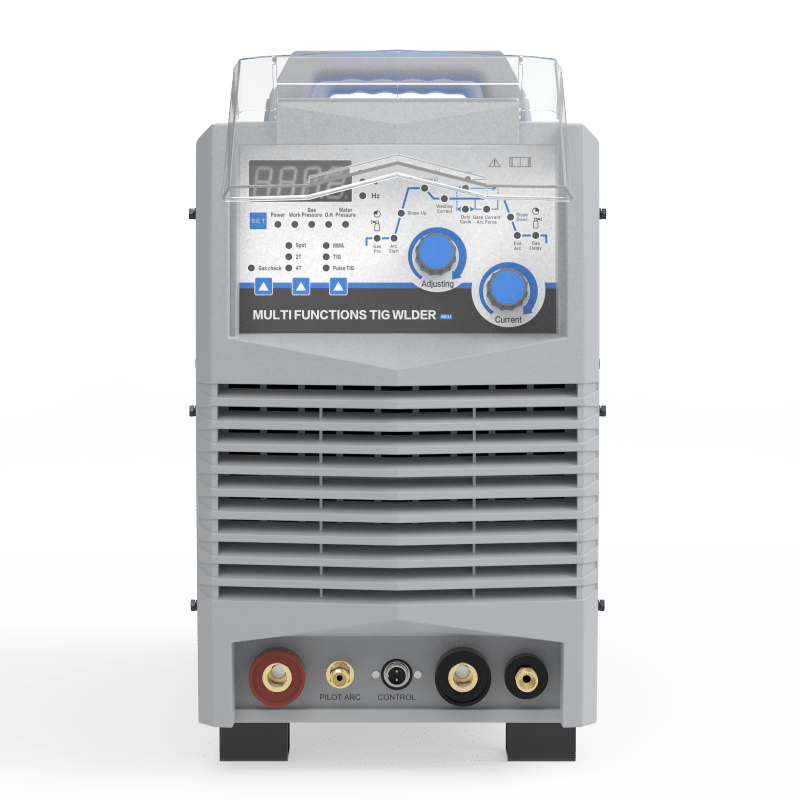
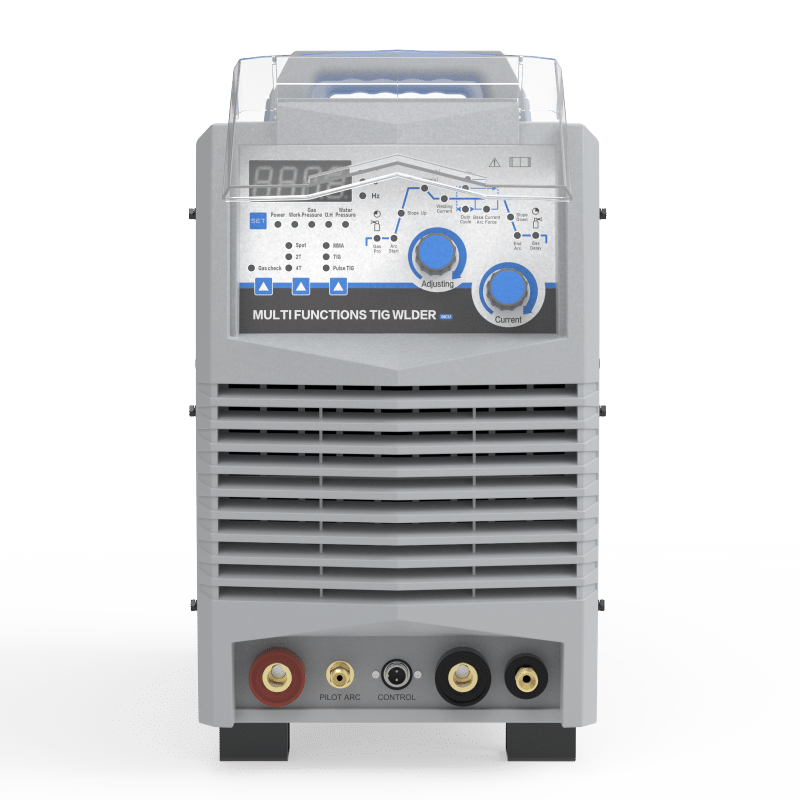
3) Зварачная гарэлка
Зварачная гарэлка ў асноўным выкарыстоўваецца для заціскання электрода, правядзення зварачнага току, падачы ахоўнага газу і кіравання рабочай сістэмай усёй машыны.Звычайна выкарыстоўваная гарэлка для аргоннай дуговай зваркі з вальфрамам у асноўным складаецца з корпуса гарэлкі, сопла, прылады для заціску вальфрамавай палкі, кабеля, газавай трубы, вадаправоднай трубы і пнеўматычнага выключальніка.У залежнасці ад розных астуджальных асяроддзяў, іх можна падзяліць на вадзяное і паветранае астуджэнне.
4) Сістэма падачы паветра
Функцыя сістэмы газазабеспячэння заключаецца ў адпраўцы аргонавага газу ў сталёвым балоне ў зону зваркі з сопла зварачнай гарэлкі ў адпаведнасці з пэўнай хуткасцю патоку, у асноўным уключаючы аргонавы балон, рэдуктар ціску, расходомер газу і электрамагнітны газ. клапан.
5) Сістэма водазабеспячэння
Сістэма водазабеспячэння ў асноўным выкарыстоўваецца для астуджэння зварачных кабеляў, зварачных гарэлак і вальфрамавых стрыжняў.Як правіла, вадзяное астуджэнне не патрабуецца, калі зварачны ток менш за 100А.Сістэма водазабеспячэння павінна быць бесперашкоднай і падаваць ваду ў адпаведнасці з зададзеным ціскам.Часта ў сістэме водазабеспячэння ёсць рэле ціску вады, і яго функцыя заключаецца ў запуску зварачнага апарата пры дастатковай колькасці вады;у адваротным выпадку зварачны апарат не можа быць запушчаны.Гэта ахоўнае прыстасаванне для зварачнага апарата, і яго нельга замыкаць па жаданні падчас выкарыстання, каб не спаліць зварачную гарэлку і кабель.Сістэма водазабеспячэння не прад'яўляе асаблівых патрабаванняў да крыніцы вады, і вада можа паступаць з рэзервуара з цыркуляцыйнай вадой або непасрэдна падключацца да крана.Вадаправодныя трубы зімой трэба берагчы ад прамярзання.
6) Прылада згасання току
Пры зварцы нержавеючай сталі і сплаваў на аснове нікеля ручной аргонна-вальфрамавай дуговой зваркай лёгка ўтвараюцца расколіны гарэлкі ў канцы дугі.Прылада паслаблення току можа пераадолець гэты недахоп.
7) Ручная аргонодуговая зварка вальфрамам
Выбар аргонна-вальфрамавай зварачнай машыны: Ручная аргонна-вальфрамава-дугавая зварачная машына ў асноўным выбіраецца ў залежнасці ад розных зварачных матэрыялаў.Для розных зварачных матэрыялаў патрэбныя розныя крыніцы харчавання для дугавой зваркі, таму абраны аргонна-вальфрамавы зварачны апарат таксама адрозніваецца.Для высокалегаванай сталі, нержавеючай сталі, медзі, срэбра, тытана і іншых металаў і іх сплаваў можна выкарыстоўваць ручную аргонадугавую зварачную машыну пастаяннага току;для алюмінія, магнію і іх сплаваў можна выкарыстоўваць зварачныя апараты пераменнага току для выдалення аксіднай плёнкі на паверхні зварнога шва.Або ручная аргонадуговая зварачная машына пераменнага і пастаяннага току;ручная аргонадуговая зварачная машына з вальфрамавым імпульсам таксама можа быць выкарыстана для некаторых звыштонкіх кампанентаў, матэрыялаў з высокай адчувальнасцю да цяпла і кампанентаў, якія цяжка зварваць.

No. 6668, Section 2, Qingquan Road, Qingbaijiang Dist., Чэнду, Сычуань, Кітай
+86 18815073611
+86 13587752681